
孕育剂在球墨铸铁生产中的作用和使用技巧

孕育剂,是铸铁生产中用于孕育处理的添加剂,核心作用是通过向铁液中加入少量特定元素或合金,改变铁液的石墨形态、细化晶粒,从而改善铸铁的力学性能和加工性能。
产品作用及特点:
1、增加石墨化核心,细化石墨,提高强度,对灰铸件能增加石墨化核心,促进球墨铸铁、灰铸铁件中得到A型石墨,提高强度,从而改善铸铁的力学性能;对于球磨铸铁件能使球铁中石墨细小、圆整,提高球化等级。
2、有效降低铁水过冷度,促进石墨的析出,减小白口倾向,改善石墨形态和分布状况,增加共晶团数量,细化基体组织,降低相对硬度,提高铸件切削性能。
3、抗衰退能力强,抗衰退性能是75-C硅铁的2倍。
4、壁厚敏感性小,组织均匀,提高断面均匀性,减少缩松倾向。
5、化学成分稳定,加工粒度均匀,孕育效果稳定,成分和质量偏差小。
6、延长磨具寿命,降低表面缺陷。
7、减少针孔和渣眼,提高铸件表面质量,提高一次校验合格率。
8、消除显微缩松,改善铸件加工性能。
9、熔点低(低于1300度),孕育处理时便于吸熔,浮渣极少。
10、防止球墨铸铁中白口效果显著,持续时间长,比重较大易于溶解,无论是一次性的投入还是随流添加,都可以得到较好的效果。
11、它有很微弱的球化作用和微弱的稳定珠光体作用。
12、具有很强的促进石墨化的功能,可改善薄壁件的一些机械性能,进而减少厚薄部位的硬度差。
孕育衰退
铸铁孕育剂是通过使共晶凝固期间适合于石墨生长的成核点数显著增加的途径而产生它们孕育作用的。这些作用会因灰铁中共晶晶粒数和球铁中石墨球数的显著增多而变得十分明显。这将导致过冷度的减小,从而使铸件生成铁碳化物或白口的危险减至最小,尤其是在快速冷却的薄壁铸件情况下。
孕育剂的作用是加入之后立刻就能达到最大,而且它们会随时间而衰退。衰退速度与以下因素有关:
·孕育剂成分;
·往其中加入的生铁的类型;
·温度;
·表面能;
·扩散速度。
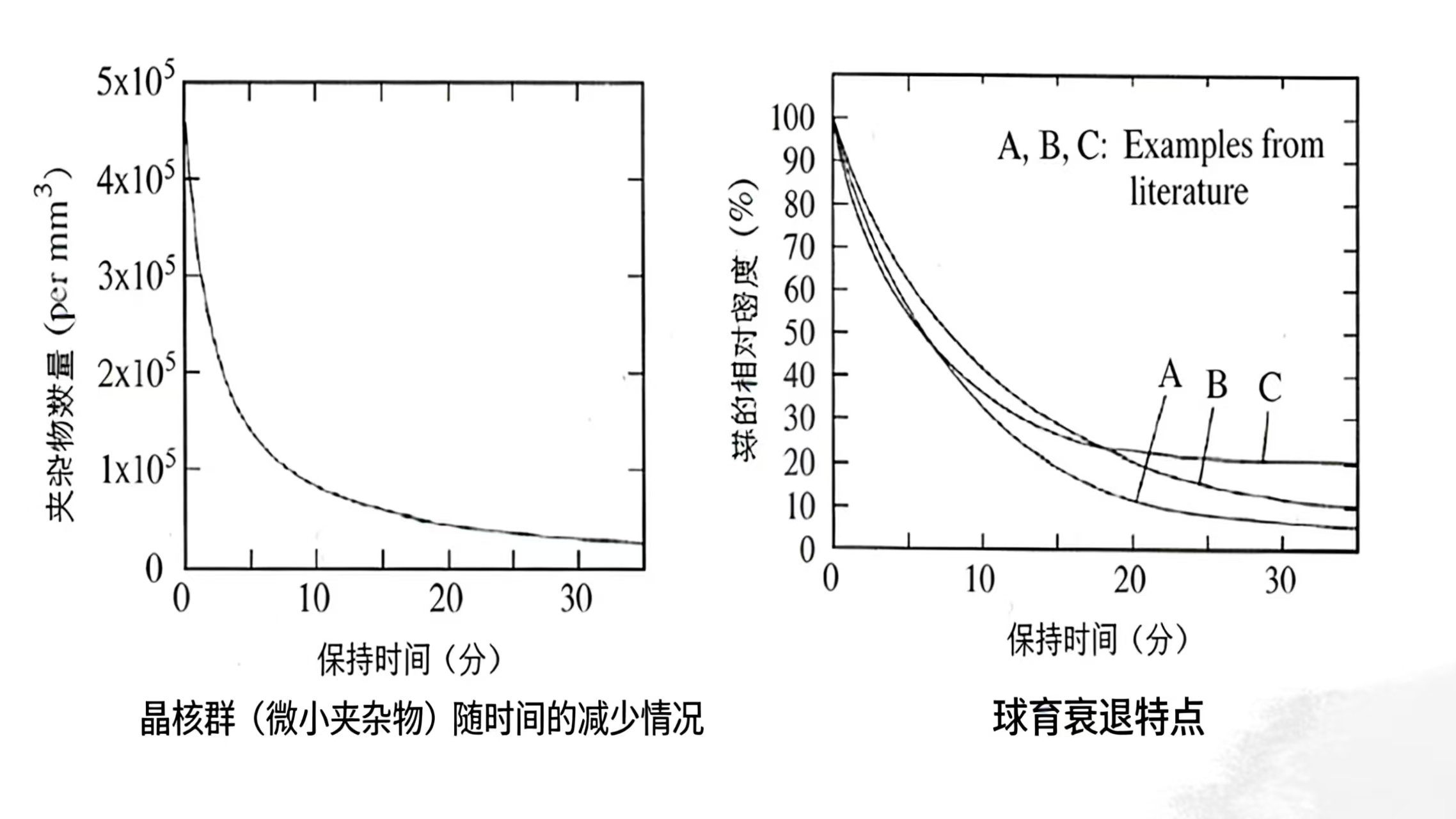
衰退会因为加入后头几分钟内孕育作用的大量损失而变得很快。孕育衰退可用导致成核点总数减少(即晶核粒子按照Ostwala Ripenmg效应进行生长或长大)的晶核群的聚合与重新分离加以解释。这一特点与下图所示的衰退试验结果非常符合。
孕育实践
通常都是在浇铸作业三个阶段中的一个或几个阶段里把孕育剂加入到铸铁中的:
(1)铁水包孕育:加入到出铁时的铁水包中。
(2)随流孕育:加入到随它进入铸型的金属流中。
(3)型内孕育:采用放置在浇道系统关键地方的镶块。
铁水包孕育
由于运送铁水包所涉及的时间长度是无法消除的,因此,为弥补会出现的衰退损失,必须加入量比较多的孕育剂。加入量从大多数灰铁的0.2%到最苛刻球铁的0.75%。孕育合金应根据铁水包尺寸加以选择,并且应是无灰尘的,从而避免因氧化和热气流引起的损失。在一般情况下,300公斤以下的铁水包可以采用0.5-3mm粒度的,大于300公斤的铁水包建议采用1-6mm粒度的。
为从孕育剂获得最高的效率,应遵循以下加入原则:
(1)不是在装入铁水前进行添加,而是将孕育剂加到进入铁水包的金属流中;
(2)随铁水包被装满到25%和75%之间时,使孕育剂细细地流入金属流中。这将保证其很好的混合和溶解;
(3)确保在装入铁水包之前铁水是无渣的。被渣包裹的孕育剂是无效的;
(4)当需要使金属在包和包之间进行多次转移时,应在浇铸前的最后一次转移过程中加入孕育剂,以便使衰退减至最小。
注意:绝不应在出铁前将孕育剂加到包底,尤其是当铁水包还是红热的时候或铁水包中还残留有少量前一次浇铸剩余的铁水时。
对球铁进行孕育时,很重要的一点就是必须在Mg反应完成后加入孕育剂。与球化剂一起加入或者正发生反应时加入,会大大减少孕育剂的有效性,并可能导致铸件碳化物含量的增加。在必须将球化剂和孕育剂加到同一个铁水包中的情况下,当已经把大约2/3的铁水浇到球化剂上时,应停止出铁。然后进行等待,直至反应结束,而后将孕育剂加入到剩余的铁水流中。
随流孕育
后期的随流孕育,是将孕育剂加到进入铸型的金属流中,这样实际上可以消除衰退。照此,同常规的铁水包处理相比,可大大减少孕育剂的加入量。在通常情况下,灰铁的用量为0.02-0.05%,球铁的用量为0.05-0.2%。在一般情况下,必须将孕育剂的粒度专门定在0.2-0.7mm以确保其在铁水中的快速溶解,以及很好通过应用机械的流动性。虽然专业应用机械在市场上就可以买到,但是,为在浇铸期间获得稳定的加入量,许多铸造厂已经设计和制造出了螺旋给料机构。很容易将后期的随流孕育应用到固定式浇铸站或铁水包输送装置上,在移动包上使用是不容易达到的。
型内孕育
由压制或铸造的孕育剂制成的镶嵌块可作用一种保险手段,但是,将这种处理用作主要孕育作用源还很稀少。有多种不同规格和成分的镶嵌块可资利用,而且已经证明:当衰退时间较长时,或当无法进行后期的随流孕育时,用其担任次要孕育任务是很有价值的。有可能产生不能将镶嵌块加入铸型的人为错误,但也无需对铸件进行严密的事后检查,因为通常将镶嵌块用作唯一孕育剂的情况很少。
影响孕育方法选择的因素:
(1)从开始出铁到浇完最后一件的时间,即通常所说的衰退时间。
(2)铁水温度。
(3)在过程的特定位置处入孕育剂的可能性。
(4)浇铸系统对后期随流孕育的适应性。

